Vacuum Metallizing of Plastic Parts — Chrome Effect Finishing in Estonia
Vacuum metallizing is a coating process that deposits a microscopically thin layer of aluminium onto a plastic part inside a vacuum chamber, followed by a protective topcoat, to create a mirror-bright chrome effect on plastic without electroplating. Unlike traditional chrome plating, it uses no hexavalent chromium, making it REACH-compliant for automotive, lighting and consumer applications.
Vesimentor, based in Pärnu, Estonia since 1997, operates a vacuum metallizing line applying chrome, gold and reflector finishes to parts produced in the same facility, certified to ISO 9001, ISO 14001 and AQAP 2110. Metallized parts start as injection-moulded or vacuum-formed components and can be finished further with FIPFG gasket sealing — moulding, metallizing and sealing from a single supplier.









Vacuum Metallizing of Plastic Parts — Chrome, Gold and Reflector Finishes from Estonia
Vesimentor operates a vacuum metallizing line for plastic components produced in its own facility in Pärnu, Estonia. As a specialised vacuum metallizing manufacturer serving the Baltic and Nordic industrial supply chain, we deliver moulded and metallized parts as a single assembly — one supplier, one process validation, one shipment ready to install. Vacuum metallizing gives plastic a mirror-like decorative or functional metal finish without the hexavalent chromium used in traditional electroplating, making the process REACH-compliant and suitable for automotive, lighting, consumer and defence applications.
Why In-House Substrate Only
Vacuum metallizing is a surface process. The final appearance, adhesion and weatherability depend directly on the plastic substrate: flow lines, sink marks, release-agent residue, surface roughness, moisture uptake and out-of-tolerance dimensions all degrade the deposited metal layer and topcoat. When the moulding and the metallizing take place in the same facility, we control the substrate from granulate to finished part — mould release selection, post-mould conditioning, cleanliness and the time window between forming and deposition. For the customer this means one specification, one process validation, one supplier quality agreement — and a metallic finish that retains its gloss, adhesion and decorative appearance throughout the product's service life. Vesimentor metallizes only parts we have produced ourselves.
Equipment and Technical Capability
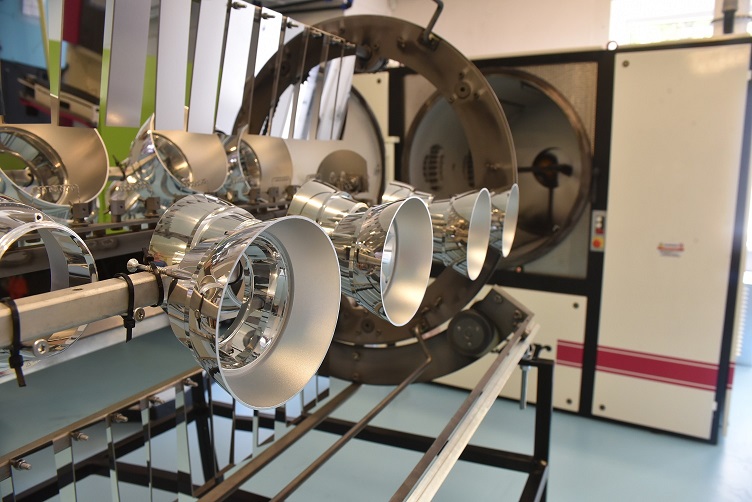
Our vacuum metallizing line is configured for both decorative and functional coatings on engineering plastics, built around a vapour-deposition chamber, automated primer and topcoat application cells and controlled curing.
- Deposition material: aluminium (standard); other metals available on project basis
- Finish effects: chrome, gold, copper, bronze and custom tinted finishes achieved through coloured topcoats
- Topcoat systems: UV-cured and solvent-based clear and tinted lacquers with UV stabilisers and abrasion resistance
- Part-size range: from small connector housings to medium-sized enclosures and reflector bodies
- Batch sizes: prototype, pilot series and serial production
- Environmental: hexavalent-chromium-free, REACH-compliant, no heavy-metal effluent
Upstream in-house production feeding the metallizing line covers three plastic forming routes: injection moulding with clamping forces up to 500 tonnes across engineering thermoplastics including ABS, PC, PC/ABS, PA, PMMA and filled grades; thermoformed plastic sheet components for reflectors, light housings and signage where large, thin-walled parts are required; and rotationally moulded hollow components where decorative metallization is required on larger bodies. Every metallized part — whether an injection-moulded trim panel, a thermoformed reflector or a rotomoulded housing — carries substrate traceability from raw material through to the finished coating.
The Integrated Process
- DFM and co-design. Our engineers review the part geometry, draft angles, parting lines, gate position and surface finish against the target appearance class and service environment — before the part goes into production.
- In-house substrate production. The plastic substrate is produced in our own facility — by injection moulding, thermoforming or rotational moulding — with locked and traceable process windows.
- Base coat application. A primer is applied to level micro-texture and provide an optically smooth surface for metallization — the single largest determinant of final gloss.
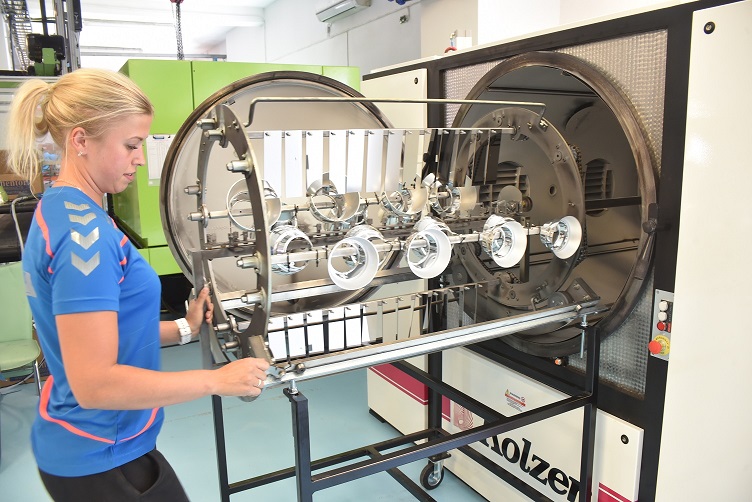
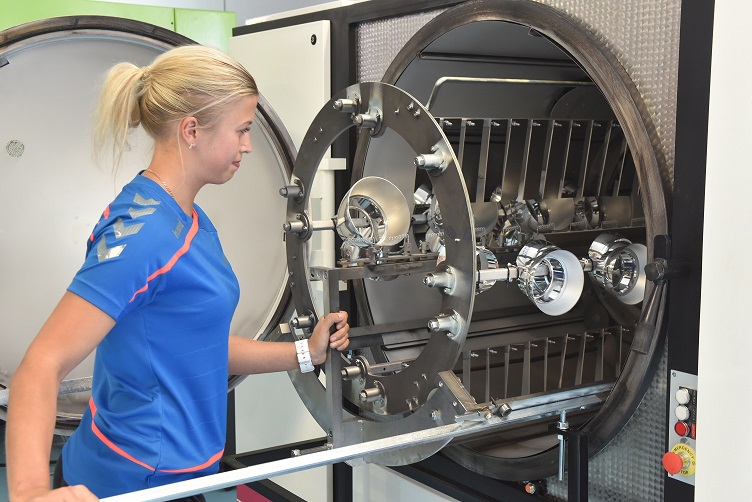
- Vacuum metallizing. Parts are loaded into the chamber, evacuated and coated by vapour deposition of aluminium. Layer thickness and deposition parameters are selected according to the required optical and functional properties.
- Topcoat and curing. A transparent or tinted topcoat is applied for abrasion, chemical and UV protection. Tinted topcoats produce the characteristic chrome, gold, copper and bronze appearances.
- Inspection and dispatch. Metallized parts are inspected for coverage, gloss, colour and adhesion and shipped ready to install — optionally after in-house FIPFG sealing or potting and assembly.
Materials and Standards
Topcoat systems and metallizing parameters are selected with the customer against the duty cycle of the part — indoor vs. outdoor use, UV exposure, temperature range, chemical contact and required abrasion resistance. Typical engineering substrates include ABS, PC, PC/ABS, PMMA, PA and filled or reinforced grades; substrate selection is done together with the moulding team to ensure that the thermoplastic chosen for the part also meets the requirements of the metallizing process. Material qualification records, process parameters and batch traceability can be maintained for every production run, if needed and agreed, supporting customer audits, PPAP submissions and change control throughout the product lifecycle.
Vesimentor is certified to ISO 9001 (quality management), ISO 14001 (environmental management) and AQAP 2110 (NATO quality requirements for design, development and production). For defence and critical-infrastructure programmes — where decorative and functional metallization is used for both aesthetic and RF/EMI shielding purposes — AQAP 2110 is a qualifying criterion that remains exceptionally rare among vacuum metallizing subcontractors in the Baltic and Nordic region.
Typical Applications
- Automotive: interior trim, grille inserts, door handles, bezels, badges, light housings and reflectors — decorative chrome replacement and weight reduction versus traditional electroplating
- Lighting: LED reflectors, luminaire bodies, vehicle headlight components, high-efficiency reflector surfaces
- Consumer products: cosmetics packaging, premium appliance trims, consumer electronics accents, point-of-sale displays
- Defence and security: RF shielding on enclosures, decorative finishes on service equipment, supported by AQAP 2110
- Industrial equipment: control knobs, bezels, decorative panels and operator-facing components where chrome-like appearance is required
- Design and prototyping: metallized thermoformed show models and concept panels for design validation and pre-production verification
Why Vesimentor
- Integrated supplier — moulded, metallized, ship-ready. Moulding, priming, metallizing, topcoat, optional sealing and assembly from one facility. One quality system, one delivery, one accountable partner.
- Substrate control. Vacuum metallizing only on parts we have produced — injection-moulded, thermoformed or rotomoulded — the only reliable way to guarantee adhesion, gloss and long-term decorative performance.
- REACH-compliant, chrome-free process. No hexavalent chromium, no heavy-metal plating waste, no regulated effluent — lower environmental and compliance risk for EU customers.
- Nearshoring to the Nordics and Central Europe. Pärnu offers short lead times and direct road and ferry links to Helsinki, Stockholm, Riga and continental Europe, with EU-level IP protection and communication.
- Defence-grade quality system. ISO 9001 + ISO 14001 + AQAP 2110, auditable end to end — a combination exceptionally rare among metallizing subcontractors in the region.
Request a Quotation
Send us your drawings, 3D models, colour references or appearance samples. Our engineering team will respond with a feasibility assessment, substrate recommendation and indicative pricing for the complete moulded-and-metallized assembly.
This email address is being protected from spambots. You need JavaScript enabled to view it.
Vesimentor OÜ · Kase tn 10, 80047 Pärnu, Estonia
Frequently Asked Questions about Vacuum Metallizing of Plastic
- What is vacuum metallizing of plastic and how does the process work?
- Vacuum metallizing — also referred to as vacuum metallization of plastics or physical vapour deposition (PVD) on plastic — is a dry, solvent-free coating process carried out inside a high-vacuum chamber. A metal source (most commonly aluminium, but also chrome, gold, copper or bronze alloys) is resistively or electron-beam heated until it evaporates; the vapour then condenses uniformly onto the plastic substrate, building a thin reflective or decorative metallic layer. The finished part is typically topcoated with a UV-cured lacquer to protect the film and tune gloss, matte or colour. Unlike electroplating on plastic (galvanic plating on plastic), no wet chemical bath is required for the metallic layer itself, so the process produces virtually no heavy-metal effluent.
- Which plastic materials are suitable for vacuum metallizing and chrome plating on plastic parts?
- The most widely metallized substrates are ABS and ABS/PC blends, which offer excellent adhesion for both basecoat and metal film. Amorphous materials such as PMMA (acrylic) and polycarbonate (PC) are equally well-suited and deliver exceptional surface clarity for lighting reflectors and optical parts. Semi-crystalline polymers — PA (nylon), PBT and PP — require careful surface preparation and primer selection but are routinely processed. We evaluate each material for outgassing behaviour, thermal stability and surface energy before recommending a primer system, so substrate choice is confirmed at the quotation stage rather than after tooling investment.
- Is Vesimentor's vacuum metallizing process REACH-compliant and free of hexavalent chromium?
- Yes. Our process uses physical vapour deposition rather than hexavalent-chromium electroplating, so no Cr(VI) compounds are employed at any stage. This makes the process fully compliant with REACH Annex XVII restrictions on chromium(VI) and eliminates the occupational-health and waste-disposal burdens associated with traditional chrome plating of plastic parts. Where a chrome appearance finish is specified, we achieve it through vacuum deposition of chrome-alloy targets combined with precision lacquer tinting — visually indistinguishable from electroplated chrome but without the regulated hazardous substances. Customers supplying the automotive or defence sectors who need documented substance compliance can request our REACH declaration at any time.
- What surface finishes and part sizes can you handle for vacuum metallizing projects?
- Standard finishes include high-gloss mirror chrome, brushed chrome, warm gold, rose gold, copper, bronze and diffuse aluminium (reflector grade). Colour tints — blue-chrome, black-chrome, gunmetal — are achieved by pigmenting the topcoat lacquer. Part sizes range from small precision components (a few centimetres) up to panels and housings in the 800 × 600 mm range; larger parts are assessed individually based on chamber capacity and fixture design. We metallize both flat and complex three-dimensional geometries, and can process batch quantities from development prototypes through to series volumes of tens of thousands of parts per month.
- What certifications does Vesimentor hold, and why does that matter for OEM and defence procurement customers?
- Vesimentor holds ISO 9001 (quality management), ISO 14001 (environmental management) and AQAP 2110 — the NATO Allied Quality Assurance Publication for design, development and production. AQAP 2110 is a strict superset of ISO 9001 that requires documented configuration control, first-article inspection records and traceability throughout the supply chain; very few plastic component manufacturers in the Baltic or Nordic region hold this qualification. For OEM customers in defence, aerospace-adjacent and high-reliability industrial sectors, an AQAP-certified supplier removes the need for additional vendor audits and simplifies contract compliance. The same quality system governs all five of our manufacturing processes, so traceability is maintained across injection moulding, vacuum metallizing, rotational moulding, thermoforming and FIPFG sealing.
- What are typical lead times for Nordic and Central European customers, and can Vesimentor supply a complete finished assembly?
- Located in Pärnu, Estonia, we sit within one to two days' road freight of Helsinki, Riga, Tallinn and Warsaw, and within two to three days of Stockholm, Copenhagen and major German logistics hubs — making us a practical nearshoring partner for Nordic and DACH OEMs seeking to reduce long-haul supply-chain risk. Standard series lead times for metallized parts run three to five weeks from approved samples; tooling and first-article lead times depend on part complexity and are quoted individually. Because injection moulding, vacuum metallizing and assembly operations are integrated on a single site in Pärnu, we can deliver a fully finished, metallized and assembled sub-component rather than a bare moulding — consolidating supplier invoices and incoming inspection steps for the customer. Enquiries can be submitted via our contact page, and we typically respond with a preliminary assessment within two business days.
Let's Build Your Next Project Together
Request a Quote
Send us your technical drawings (.step, .pdf) and quantities for a quick estimation.
Open RFQ FormEmail Us Directly
Prefer sending detailed files straight from your email client?
This email address is being protected from spambots. You need JavaScript enabled to view it.Call Our Experts
Let's discuss your project's technical requirements and specs.
View Contact Details


